


 Mix van Lean, QRM, Training Within Industry en robotisering
Mix van Lean, QRM, Training Within Industry en robotiseringHoe Ophtec focust op klantspecifieke productie
Ophtec begon ruim 40 jaar geleden met een groepje pioniers dat, onder leiding van oogarts Jan Worst, implanteerbare ooglenzen ging maken. Op basis van leren en experimenteren. Die houding zit nog steeds in het DNA van het inmiddels volwassen bedrijf. Dat komt goed uit nu dit zich nóg meer dan voorheen wil focussen op maatwerk: elke klant een lens naar wens.
Om dit te realiseren moet de werkvloer flexibel op wisselingen in de marktvraag kunnen inspelen. Daartoe worden de medewerkers nu gecross-trained met Training Within Industry, zodat zij als team met wisselende posities kunnen opereren. Robots, die lenzen in een One Piece Flow maken, waarbij elke lens ánders is, dragen ook bij aan de flexibiliteit.
Tegelijkertijd wordt de flow op de werkvloer vergroot, van grondstoffen tot verpakken. Ook dit gebeurt al lerende en pragmatisch. Dus met élke methode die daaraan bijdraagt, van Lean tot QRM!
De productielocatie van het Groningse Ophtec is klein, met het oppervlak van een paar schoollokalen. Het bedrijf maakt kunstlenzen voor het verhelpen van staar en verschillende andere soorten refractieafwijkingen, waaronder bij- en vérziendheid. Ook alle producten zijn dus klein.
De reikwijdte van Ophtec is daarentegen groot. Hun lenzen worden, dankzij de inzet van een compact team, in een competitieve markt geleverd aan ziekenhuizen en klinieken wereldwijd.
In Groningen spreek ik manager productie Jeffrey Staal, logistiek manager Michael Stienstra en HR business partner Anne Frans Alberda. Tijdens het interview vullen zij elkaar naadloos aan. Daarom worden ze in dit artikel als één persoon geciteerd.

HR business partner Anne Frans Alberda en manager productie Jeffrey Staal
Ferrari
‘Er zijn veel grotere bedrijven dan wij, die dezelfde soort lenzen maken’, zo steekt het drietal van wal. ‘Wij onderscheiden ons door kwaliteit. Vergelijk het met een Ferrari: die rijdt net als een gewone auto, maar je verwacht natuurlijk méér. Vertaald naar onze lenzen is dat bijvoorbeeld een grotere scherptediepte en meer helderheid. Hierdoor zien patiënten direct na een operatie vaak al snel goed. Bij andere lenzen duurt dat vaak veel langer, omdat je brein dan de onvolmaaktheden in het beeld moet leren corrigeren.’
‘Verder kunnen wij op recept, dus specifiek voor een patiënt, bijzondere correcties in een lens aanbrengen. Met dat soort maatwerk, dus elke lens een beetje anders, willen we ons steeds meer gaan onderscheiden. Daar komen we straks nog op terug.’
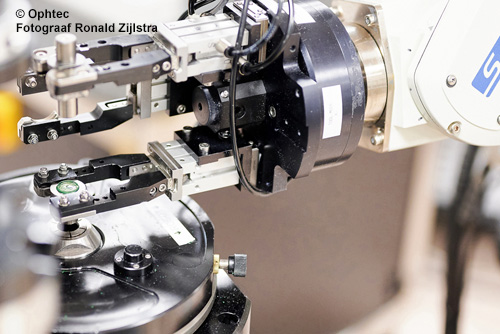
De productie van de lenzen gebeurt met een mix van robots en mensen
Jan Worst
Oogarts en hoogleraar Jan Worst en zijn vrouw Anneke legden in 1983 de basis voor het familiebedrijf, waarvan Erik Jan Worst (zoon van de oprichter) nu CEO is. Naar verluidt begon alles met ritjes in een Deux-Chevaux naar Parijs om de lenzen te slijten.
‘De doorbraak kwam dankzij een vinding om de lenzen te fixeren in het oog. Dit gebeurt met een soort klauwtjes aan weerzijden van de lens, die we het haptiek noemen. Met bijpassend gereedschap, dat we hier ook ontwikkelen, laat een oogchirurg de klauwtjes inhaken in het oog.’
De vijf voordelen van gratis registratie:
- Elke twee maanden samenvattingen van onze nieuwe artikelen
- Geen andere e-mail (!)
- Artikelen altijd volledig kunnen lezen
- Toegang tot 450+ praktijkcases procesverbetering
- Berichten kunnen plaatsen en opmerkingen toevoegen
Experimenteren en leren
‘De ontwikkeling van de lenzen en het haptiek verliep via experimenteren en leren. Die houding zit daardoor van nature diep in ons DNA. Zo benaderen we procesverbetering daarom ook. Daarover straks meer. In de beginfase kwam het voor dat Jan Worst om aangepast chirurgisch gereedschap vroeg, en dat dit kort daarna al werd gebruikt. Nu zou het veel lastiger zijn om een bedrijf zoals dit op die wijze te starten. De regels in de medische wereld zijn tegenwoordig namelijk nog veel strenger dan vroeger.’
One-operators
Ruim veertig jaar na de oprichting in 1983 is Ophtec nog steeds relatief klein, met op de productielocatie in Groningen ongeveer 24 operators, en 11 logistiek medewerkers op de verpakkingsafdeling. Tegenwoordig worden deze twee groepen, met het oog op de steeds intensievere samenwerking en kennisuitwisseling (zie verderop in dit artikel) ook samen als one-operators aangeduid.
Ophtec is inmiddels reeds lang een gevestigd productiebedrijf, dat zoals gezegd kwaliteitsproducten maakt. Robots worden daarbij in toenemende mate ingezet. Die maken het mogelijk om in een One Piece Flow verschillende lenzen achter elkaar te maken, dus elke lens anders dan de vóórgaande. Deze vorm van smart industry is cruciaal als je je wilt profileren als maatwerk producent.
 De nieuwe generatie robots
De nieuwe generatie robots
Co-bots
Op dit moment worden drie nieuwe robots ingeregeld.
‘Ze zijn flexibeler dan hun voorgangers, en ze hebben een open communicatieprotocol. Onze operators kunnen er ook dichter bij komen en er daardoor nauwer mee samenwerken. Meer nog dan vroeger zijn het co-bots, gerobotiseerde collega’s. Indien nodig werken die ’s nachts gestaag door. Je kunt namelijk via de aanvoergoten een serie lenzen in wording in gang zetten.’
Productieproces
Om een idee te krijgen van het gerobotiseerde deel van het productieproces: een operator fixeert eerst als uitgangsmateriaal voor een lens een button van acrylaat op een productdrager: de mandrel. Vervolgens vult de operator de invoergoten van de eerste robot met meerdere productdragers. Die robot brengt vervolgens per lens dan de eerste contouren aan.
Vervolgens voegt een tweede robot dan met een laser een code toe, waarmee de lens is te onderscheiden. Dit is belangrijk voor tracking en tracing, én je wilt zeker zijn dat de juiste patiënt de juiste lens krijgt.
In een derde robot wordt de lens overgezet op een ander houdertje, waardoor de andere kant bloot komt te liggen. Vervolgens brengt een vierde en laatste robot dan ook die zijde in de juiste vorm. Het haptiek wordt direct met de contouren van de lens mee gevormd.
 Om de lenzen te polijsten draaien ze rond in vaatjes met polijstpoeder en glasparels
Om de lenzen te polijsten draaien ze rond in vaatjes met polijstpoeder en glasparels
Afwerking
Hierna is een lens van de gewenste sterkte min of meer gereed, op tal van afwerkingsstappen ná. Intrigerend is bijvoorbeeld de manier waarop de lenzen worden gepolijst, door ze met een groot aantal andere in vaatjes met polijstpoeder en glasparels 48 uur rond te laten draaien.
Later volgt bijvoorbeeld nog een chemisch proces om de lens zacht te maken. Alle stappen na de vier robots aan het begin van de productielijn vergen deels handwerk. En er zijn onderweg natuurlijk diverse kwaliteitsinspecties.
Vliegeniers
Ophtec maakt ook lenzen uit twee andere materialen, te weten PMMA en siliconen. De productie van deze lenzen omvat soortgelijke stappen, zijn het dat die – op de inzet van pers- en slijpmachines na – allemaal handmatig zijn.
Siliconenlenzen worden gemaakt in kleine spuitgietmachines. Als uitgangsmateriaal worden twee langzaam uithardende componenten bij elkaar gevoegd, net zoals bij tweecomponentenlijm. Anders dan bij acryl en PMMA wordt het haptiek – nodig om de lens in het oog vast te zetten – apart gemaakt en later aangebracht in de lens.
PMMA werd al tijdens WOII door sir Harold Ridley ontdekt als geschikt lensmateriaal, toen bleek dat stukjes PMMA uit gebroken ruiten van gevechtsvliegtuigen geen ontstekingen gaven aan de ogen van de vliegeniers.
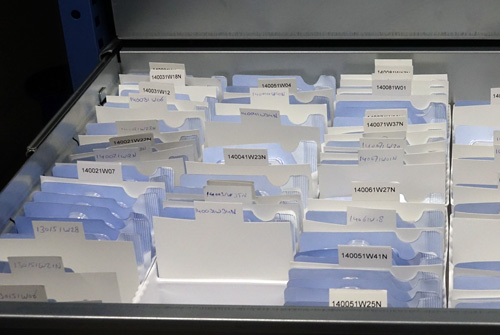 In dit klant-order-ontkoppel-punt oftewel KOOP liggen lenzen op voorraad. Die kunnen nog specifiek verpakt worden voor elke klant.
In dit klant-order-ontkoppel-punt oftewel KOOP liggen lenzen op voorraad. Die kunnen nog specifiek verpakt worden voor elke klant.
KOOP
Is een lens gereed, dan wordt die gesteriliseerd en wel bewaard in een kunststof flesje, vaak met vloeistof. Op klantorder gemaakte lenzen worden direct verpakt en verstuurd, maar op dit moment gaan de meeste lenzen eerst nog in opslag.
Stel je daarbij echter geen groot magazijn voor! Het is meer een soort apotheekje met laadjes per type lens.
‘Het is ons klant-order-ontkoppel-punt oftewel KOOP. De lenzen die er liggen maken we op voorraad, en die kunnen daarna nog worden toegewezen aan elke klant. Dat is fijn, want elk land, ziekenhuis et cetera vergt specifieke handleidingen en dergelijke, die we toevoegen tijdens het verpakken. De houdbaarheid is lang, circa vijf jaar, dus de kans dat we met onverkochte voorraad blijven zitten, is klein. Toch wordt de tussenvoorraad in ons KOOP steeds kleiner. Op termijn kan die wellicht zelfs helemaal verdwijnen. We willen ons namelijk steeds meer gaan onderscheiden met maatwerk. Dan maken we elke lens pas nádat die is besteld.’
Tijdens het verpakkingsproces wordt met een barcode scanner gecheckt of het inderdaad de juiste lens is. Er licht vervolgens een (Poka Yoke) lampje op bij de bijpassende verpakking, zodat de logistiek medewerker de juiste pakt. Ook spuugt een machine een magneetkaartje uit met daarop de specificaties. Dit kaartje kan de patiënt dan bij zich dragen.
‘Het is terecht dat jij vraagtekens hebt bij de verschillende verpakkingen, alle lenzenhouders zijn immers klein. Wellicht kunnen we het aantal varianten terugbrengen.’
 Uit een machine komt een magneetkaartje met de specificaties van de lens. Dit kaartje gaat mee in de verpakking
Uit een machine komt een magneetkaartje met de specificaties van de lens. Dit kaartje gaat mee in de verpakking
Flat Level
Lange tijd kon Ophtec vrij goed opereren met een flat level productieplanning, waarbij je elke week ongeveer dezelfde typen lenzen maakt, in dezelfde hoeveelheden.
‘Maar, zoals gezegd, willen we ons steeds meer gaan focussen op klantspecifieke productie. Dat is ook van oudsher onze kracht: precies maken wat een oogarts vraagt. Eigenlijk zijn we hier altijd een beetje een startup gebleven. De spirit van de handige Harry’s uit het begin waart hier nog steeds rond.’
Ook zonder de accentverschuiving naar steeds meer maatwerk, werd de productieplanning al steeds lastiger. ‘Je weet namelijk nooit hoeveel en van welk lenstype een bepaald ziekenhuis in de toekomst bestelt. Bij klantspecifieke productie wordt planning al helemaal onmogelijk. Dan moet je, in plaats daarvan, variaties in de vraag volledig opvangen met je apparatuur en je mensen. Enkel de inkoop van grondstoffen kun je dan nog managen, en je kunt een beetje variëren met je personeelsbezetting.’
Wij danken onze partners/adverteerders, door hen kunnen wij onafhankelijke artikelen maken!Ontdek bijvoorbeeld hoe onderstaande partij Lean in de praktijk helpt brengen!
AgiliTecMyPlantFloor is een configureerbaar softwareproduct voor het automatisch registreren, zichtbaar maken en voorkomen van productieverliezen zodat de OEE (Overall Equipment Effectiveness) verbetert. De combinatie van moderne systeemarchitectuur en slimme functionaliteit staat garant voor
- maximaal (realtime) inzicht vanuit verschillende invalshoeken
- maximale motivatie van de mensen om verliezen te voorkomen
- extreem korte implementatietijd (+/- 10 lijnen in een dag)
- lage kosten en papierloos produceren
> Naar website
Eén team
In het ideale plaatje vormen alle medewerkers één team, dat samen zo goed mogelijk inspeelt op de mix van orders, en die dan met zo veel mogelijk doorstroom (flow) realiseert. Om dat mogelijk te maken moet iedereen, als een soort totaalvoetballer, meerdere taken aankunnen. Daarbij zouden logistieke medewerkers ook inzetbaar moeten zijn als productiemedewerkers. En omgekeerd.
Nu is er tussen de logistiek (het verpakken) en de productie een nog harde grens, evenals tussen de verschillende productietaken. ‘Daar willen we dus vanaf. Daarbij viel ons oog op Training Within Industry oftewel TWI.’

Job Instruction
Het belangrijkste onderdeel uit TWI is Job Instruction (JI). Daarbij maak je om te beginnen voor een uit te voeren taak een stapsgewijze beschrijving, die de best practise van dat moment beschrijft. De taakkaarten die dat oplevert worden daarna gebruikt om mensen nieuwe vaardigheden te leren.
Daarbij doet een trainer eerst de aan te leren taak voor, vertelt wat de belangrijkste stappen zijn, en herhaalt dit waarbij de kritische punten worden benadrukt. Dan volgt nóg een herhaling, waarbij de trainer ook het waarom van de stappen uitlegt. Vervolgens voert de cursist dan de taak uit.
Ook dit ‘zelf doen’ wordt enkele malen herhaald, waarbij na de eerste doorloop ook weer de belangrijkste stappen worden benoemd, en tenslotte ook weer het waarom daarvan.
Dóen
‘Experimenteren en leren zit in ons DNA. Als het doel van iets duidelijk is willen we zo snel mogelijk over naar dóen. We hebben verschillende partijen gesproken over hoe zij hier TWI wilden invoeren. We vonden het daarbij belangrijk dat het werk zo min mogelijk werd verstoord door de trainingen.’
‘Na één dagdeel theorie over het hoe en waarom van Job Instruction, hebben we groepjes van drie cursisten gevormd. Die gingen dan eerst met elkaar JI oefenen, zowel in de rol van trainer als die van cursist. Daarna gingen ze ook sparren met andere cursisten, buiten hun eigen groep. Nu is het tijd om daadwerkelijk met TWI op de werkvloer aan de slag te gaan, met mensen die deze methode nog geheel niet kennen.’
Weerstand
Die transitie naar andere werkwijzen blijkt het moeilijkst. Bij standaardisatie van taken krijg je bijvoorbeeld weerstand: Ik doe dit altijd zo, dus waarom moet het nu ánders!
‘Dan is het belangrijk om te benadrukken dat werkstandaarden niet in beton zijn gegoten. Juist niet; als jouw methode aantoonbaar beter is, dan kan dát de best practise worden. Zo kun je continu verbeteren. Als mensen vragen hebben over TWI, dan kunnen ze zelf ook een training daarin volgen, maar niet iedereen wil dat en dat hoeft ook niet. Het past bij onze experimentele houding om niet alle obstakels van te voren weg te nemen. Ook met TWI beginnen we dus gewoon. We zien dan onderweg wel wat er eventueel nog meer nodig is.’
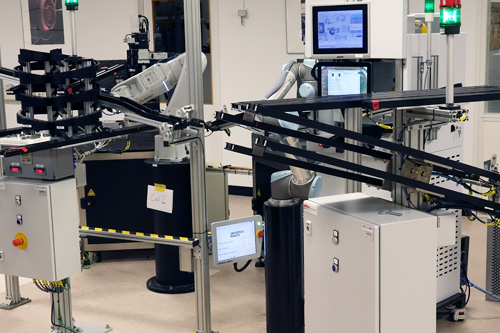
 Het hoofdkantoor en de productielocatie van Ophtec in Groningen (foto Ophtec)
Het hoofdkantoor en de productielocatie van Ophtec in Groningen (foto Ophtec)
Productontwikkelaars
Een belangrijke tip die Ophtec meegeeft: beperk TWI niet tot de operators! ‘In 2025 startten we met een groep (geïnteresseerde) mensen uit productie en logistiek, om samen de transitie te maken, en tegelijk elkaars taken aan te leren.’
‘Dit jaar willen we ook onze productontwikkelaars TWI-training gaan geven. Dan kunnen zij voor bestaande en nieuwe producten bijpassende werkinstructies maken. Ook kunnen ze bij elke innovatie dan de máákbaarheid meewegen: welke invloed heeft bijvoorbeeld een nieuw type lens op de bestaande werkwijzen, en hoe kun je die impact zo klein mogelijk houden. In het ideale geval heb je een bibliotheek van gangbare werkwijzen en typen producten, die je enkel aanpast als dat echt noodzakelijk is. En dit dan dan op zo min mogelijk plekken: modulair dus. Denk aan een standaard productplatform met variaties daarop, zoals in de auto-industrie gebruikelijk is.’
Lean
Binnen elk van de drie productielijnen, één voor elk type lensmateriaal, werken slechts enkele mensen. ‘Het is dan logisch dat zij vanzelf hun werk op elkaar afstemmen. Dankzij TWI kunnen ze elkaar nu echter ook steeds beter helpen, door indien nodig taken van elkaar over te nemen. In een bedrijf van een geringe omvang als het onze is het niet nodig om uit te leggen waarom je Lean, dus zonder onnodige tussenvoorraden, moet werken om zo veel mogelijk doorstroom oftewel flow te krijgen. We zijn daar in de afgelopen jaren dan ook vanzelf, op heel natuurlijke wijze, mee bezig gegaan. Bijvoorbeeld doordat hier nieuwe mensen binnen kwamen die bekend waren met Lean van hun vorige werkgever.’
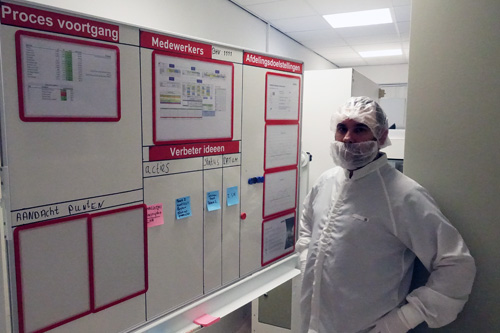 Jeffrey Staal bij een verbeterbord van een lijnvertegenwoordiger en zijn of haar team
Jeffrey Staal bij een verbeterbord van een lijnvertegenwoordiger en zijn of haar team
Lijnvertegenwoordiger
Nieuw is de rol van lijnvertegenwoordiger: Eén voor elk van de drie productielijnen, en één voor elk van de twee verpakkingslijnen.
‘Die persoon ziet toe op de flow, registreert eventuele bottlenecks daarin, en onderneemt actie om die obstakels weg te nemen of trekt aan de bel. Het doel uitleggen - realiseer flow - vinden wij voldoende. Een lijnvertegenwoordiger krijgt vooralsnog geen Lean training. Dat past weer bij onze manier van werken: direct aan de slag, daarvan leren, en dan zien we wel wat we tegenkomen.’
Voor kennis en coaching kunnen de lijnvertegenwoordigers terecht bij manager productie Jeffrey Staal. ‘Hij behaalde een Lean Six Sigma Green Belt aan de Hanze Hogeschool, deed een Lean Leiderschapstraining bij The Lean Six Sigma Company, en volgde een QRM opleiding.’
QRM
De laatstgenoemde verbetermethode, Quick Response Manufacturing of kortweg QRM, sluit met de vorming van productieteams, waarbij de leden zelf de taken verdelen, aan bij de uitdaging van Ophtec. Met QRM kun je maatwerk productie namelijk efficiënt uitvoeren. Bij Ophtec zou je in dit verband elke productielijn kunnen zien als één team, dat dan steeds meer zelfsturend wordt.
Aan de andere kant zijn er geen productiecellen die elkáár toeleveren zoals je vaak ziet bij QRM, maar zijn er vaste routings zoals bij Lean.
‘Daarom noemen wij het ook niet Lean of QRM wat wij nastreven, maar het Ophtec Productie Systeem. Daarin is er plek voor alle verbetermethoden die bijdragen aan ons doel: zoveel mogelijk flow en zo min mogelijk verspilling. Ook toepassing van de Theory of Constraints kan bijvoorbeeld soms nuttig zijn. En Six Sigma, om kwaliteitsvariatie te reduceren. Bij het haptiek waarmee de lenzen worden vastgezet testen we bijvoorbeeld steekproefsgewijs de treksterkte.’
Verwijzen naar dit artikel?
Gebruik als link: https://www.procesverbeteren.nl/LEAN/Ophtec_Lean_QRM.php


